
高速精密自动冲床、冲床自动化设备的概念和用途
●高速精密自动冲床常用冲压材料:
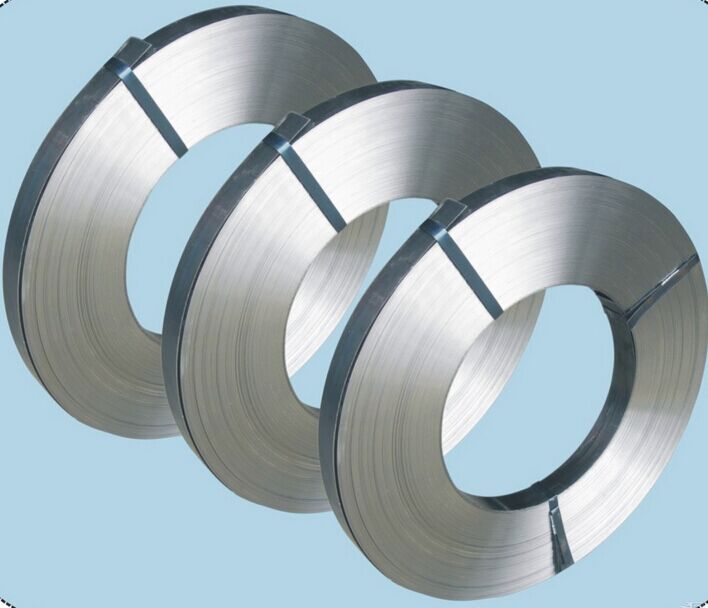
高速精密自动冲床冲压用的材料的形状有各种规格的卷料、带料和块料。板料的尺寸较大,一般用于大型零件的冲压,对于中小型零件,多数是将板料剪裁成条料后使用。带料(又称卷料)有各种规格的宽度,展开长度可达几千米,适用于高速精密自动冲床大批量生产的自动送料,材料厚度很小时也是做成带料供应。块料只用于少数钢号和价钱昂贵的有色金属的冲压。
冲压常用材料有:
1.黑色:普通碳素结构钢、优质碳素钢、合金结构钢、碳素工具钢、不锈钢、电工硅钢等。对厚度在4mm以下的轧制薄钢板,按国家标准GB/n08一1991规定,钢板的厚度精度可分为A(高级精度)、B(较高精度)、c(普通精度)级。 对优质破案结构钢薄钢板,根据GB/T708一1991规定,钢板的表面质量可分为I(特别高级的精整表面)、E(高级的稻整表面)、皿(较高的精整表面)、IV(普通的精整表面)组;每组按拉深级别又可分为:(最深拉深)、s(深拉深)、p(普通拉深)级。
2.有色金属:铜及铜合金、铝及铝合金、镁合金、钻合金等。
3.非金属材料 :目前高速精密自动冲床还不能进行非金属材料的冲压,不过这也是高速精密自动冲床今后发展的趋势。
关于各类材料的型号、规格和性能,可查问有关手册和标推。材料的力学性能,从各种数据可以近似判断材料的冲压性能。
间隙过大,板料在冲压过程中除受剪切外还产生较大的拉伸与弯曲变形,冲裁后因材料弹性回复,将使冲裁件尺寸向相反方向收缩。对于落料件,其尺寸将会小于凹模尺寸;对于冲孔件,其尺寸将会大于凸模尺寸。但因拱弯的弹性回复方向与以上相反,故偏差值是二者的综合结果。
间隙过小,则板料在冲裁过程中除剪切外还会受到较大的挤压作用。冲裁后,材料的弹性回复使冲裁件尺寸向实体的反方向胀大。对于落料件,其尺寸将会大于凹模尺寸;对于冲孔件,其尺寸将会小于凸模尺寸。
冲压件形状误差及其影响因素:冲裁件的形状误差是指翘曲、扭曲、变形等缺陷。冲压件呈曲面不平现象称之为翘曲。它是由于间隙过大、弯矩增大、拉伸和弯曲成分增多而造成的,另外材料的各向异性和条料或带料末矫正也会产生翘曲。冲裁件呈扭歪现象称为扭曲,它是由于材料的不平、间隙不均匀、凹模后角对材料摩擦不均匀等造成的。
综上所述,用高速精密自动冲床冲压所能得到的冲压件,其尺寸精度与断面质量都奶高。金属冲裁件所能达到的经济精度为GB(JIS)class-1级。
●冲床自动化设备的概念:
近些年来,精冲工艺越来超受到市场和客户的重视。目前,东莞已有多家专门生产精密冲床设备的厂家,如东莞的明勖,三好,都有8年以上的生产经验,并且把精密冲床设备系列化。
●冲床自动化设备的用途:
1、发展吨位大的冲床自动化设备,用于生产厚料和大型零件。
2、提高冲床自动化设备的刚度和承受过裁能力,同时提高送料精度以适应采用复合级进模的工艺要求。
3 提高自动化生产程度。为此,在送料装置中增设料端和料末检测系统和过载保护装置。模具安全装置则采用无触点测压传感装置代替微动开关,提高动作灵敏性和可靠性。
4.采用楔形缝隙静压导轨,简化制造工艺并提高抗偏载能力。
5.发展新型工作原理的冲床自动化设备,对向凹模精冲工艺特点是:冲裁时不用冲头,而是用两个作对向运动的凹模从板料上冲下零件,可冲裁更厚板料和脆性材料,同时可提高剪切面质量。
同类文章排行
- 广东三好高速冲床厂家2025年价格档次
- 精密五金冲压高速冲床 比普通冲床更省成本 精密冲床选三好
- 冲床振动大?3个隐藏原因
- 高速冲压机45T-冲压手机金属精密零部件-三好
- 硅钢片EI片冲压_发货浙江厂家
- 高速冲床跟普通机械冲床的区别在哪里_三好高速冲床
- 冲压硅钢片高速冲床
- 高速冲床合适冲压哪些电子精密零件_三好
- 2025年蛇年开工大吉-三好公司开工啦
- 电机定转子冲压高速冲床-20-50mm直径转子_龙门精密冲床45吨
您的浏览历史
